capaciteit dan de HP 35 namelijk twaalf cijfers en
bezit naast de normale uitrusting van een niet-
programmeerbare machine functietoetsen voor sin,
cos, tan, arctan, a", ex, In, log, sinh, cosh, omzetting
van radialen in sexagesimale graden en omgekeerd,
tweedemachtswortel, derdemachtswortel.
De ingebouwde goniometrische functies zijn afge
stemd op hoeken uitgedrukt in de zgn. gemengde
verdeling d.w.z. de rechte hoek wordt verdeeld in
negentig graden die verder decimaal worden onder
verdeeld. Hetzelfde geldt voor de HP 35. Omzetting
van de gemengde naar de centesimale verdeling kan
gebeuren door vermenigvuldiging met 0,9; bij de
omgekeerde weg moet men door 0,9 delen. De prijs
van de Casio fx-1 is ongeveer 3.000,
Kort voor het verschijnen van dit artikel bracht ook
de Amerikaanse fabriek Compucorp machines van
dit type op de markt. Het programmeerbare model
is elders in dit artikel beschreven.
Programmeerbare machines
Het principe
Wanneer we bij een niet-programmeerbare machine
op de vermenigvuldigtoets drukken, geven we de
machine de opdracht twee getallen met elkaar te
vermenigvuldigen. Een volgende opdracht kan zijn:
worteltrekken. Het uitvoeren van een samengestelde
berekening kan ontleed worden in een reeks op
drachten die in een bepaalde volgorde aan de ma
chine worden gegeven. De niet-programmeerbare
machine voert deze instructies telkens dadelijk uit.
Bij de programmeerbare machines worden alle op
drachten vooraf in volgorde aan de machine mede
gedeeld. Deze bergt ze in haar geheugen op. Op die
plaatsen waar we getallen aan de machine moeten
meedelen (gegeven coördinaten e.d.) worden stop
opdrachten ingevoegd. De reeks opdrachten heet
het programma. Bij tafelcomputers spreekt men in
plaats van opdrachten vaak van stappen.
Op een bepaald commando (druk op de starttoets
bijvoorbeeld) gaat de machine het programma uit
voeren. Daarbij wacht de machine bij elke stop
opdracht. De rekenaar krijgt dan de gelegenheid een
of meer getallen in de machine te brengen waarna
door het opnieuw indrukken van de starttoets het
programma verder wordt uitgevoerd.
Het programmeren
We zullen het programmeren nog verduidelijken
met een voorbeeld. Hoewel de programmeercodes
voor de verschillende merken nogal kunnen ver
schillen, is het principe steeds hetzelfde: de volg
orde van het indrukken van de bewerkingstoetsen
kan door de machine worden onthouden. Het
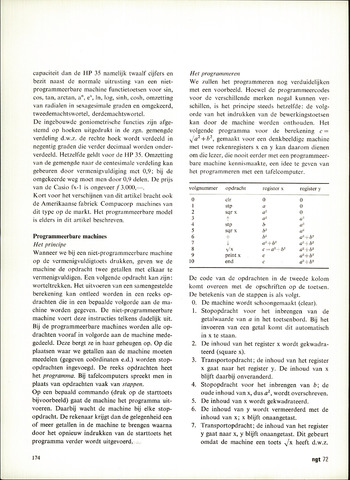
volgende programma voor de berekening c
yja2 b2, gemaakt voor een denkbeeldige machine
met twee rekenregisters x en y kan daarom dienen
om die lezer, die nooit eerder met een programmeer
bare machine kennismaakte, een idee te geven van
het programmeren met een tafelcomputer.
t
I
Vx
De code van de opdrachten in de tweede kolom
komt overeen met de opschriften op de toetsen.
De betekenis van de stappen is als volgt.
0. De machine wordt schoongemaakt (clear).
1. Stopopdracht voor het inbrengen van de
getalwaarde van a in het toetsenbord. Bij het
invoeren van een getal komt dit automatisch
in x te staan.
2. De inhoud van het register x wordt gekwadra
teerd (square x).
3. Transportopdracht; de inhoud van het register
x gaat naar het register y. De inhoud van x
blijft daarbij onveranderd.
4. Stopopdracht voor het inbrengen van b\ de
oude inhoud van x, dus a2, wordt overschreven.
5. De inhoud van x wordt gekwadrateerd.
6. De inhoud van y wordt vermeerderd met de
inhoud van x; x blijft onaangetast.
7. Transportopdracht; de inhoud van het register
y gaat naar x, y blijft onaangetast. Dit gebeurt
omdat de machine een toets yjx heeft d.w.z.
volgnummer
opdracht
register x
register y
0
clr
0
0
1
stp
a
0
2
sqr x
a-
0
3
a~
O2
4
stp
b
a-
5
sqr x
b!
ar
6
b2
a2+b2
7
a-+b2
a2+62
8
c a2+b-
a2+b2
9
print x
c
a2Jrb-
10
end
c
a2+b°-
174
ngt 72
{kind=link}